Forging is a process where metal is hit with a hammer or press machine to deform it by applying pressure and form it into the desired shape. When metal is hit or pressure is applied, the internal structure is finely forged and the strength increases. Forged products are used for metal products that strength is particularly needed. Our forging plant produces forged products mainly for automobiles. Forged automobile parts are often used in particular areas that require strength such as the engine and drive system, and the chassis, on which our lives depend.
Forged Products
Where can you find forged parts?
Automobles
Trucks
Main Points of the Forging Business
Main Initiatives to Achieve Carbon Neutrality at the Forging Plant
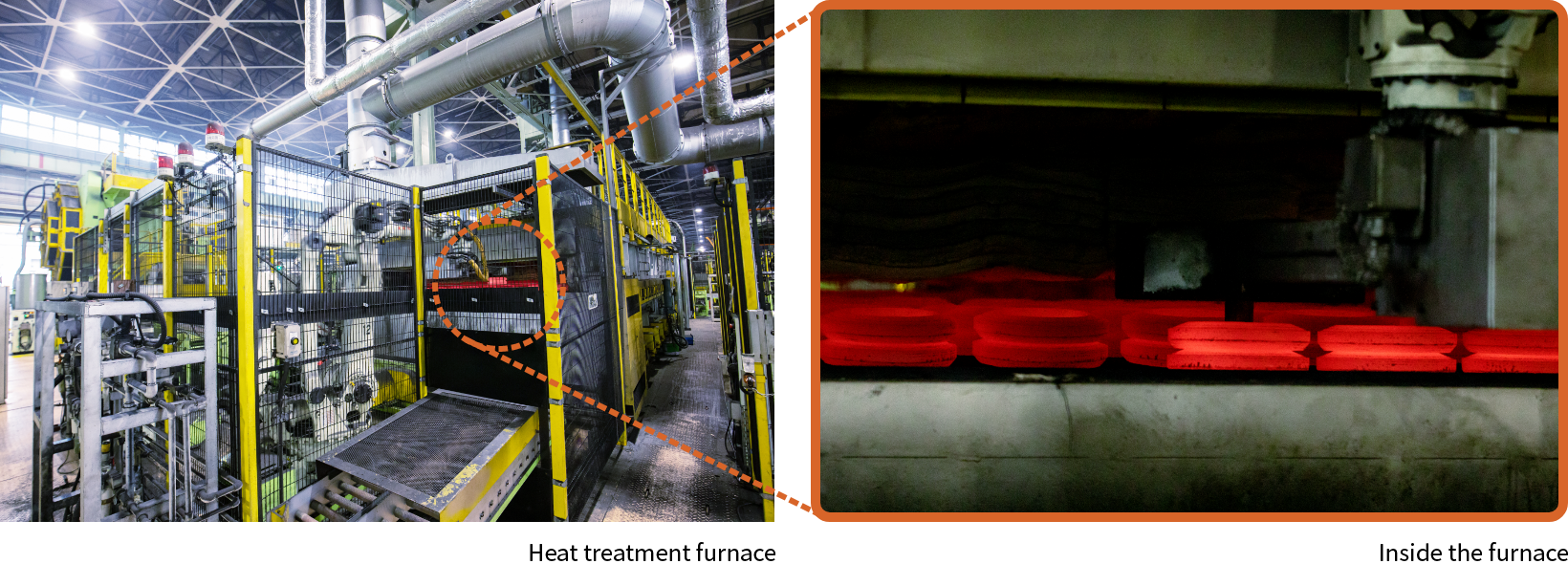
Forged products require a heat treatment process for the purpose of stabilizing the internal quality, increasing strength, and improving machinability. By directly integrating the forging line with heat treatment furnaces, we can use the heat from forging to perform the isothermal normalization process without reheating the products. This contributes to energy saving.
Initiatives to Achieve Carbon Neutrality
Rolling Mill Forming and Tooth Gear Forming Technology
Rolling mill forming is an optimal processing technique for ring-shaped products. Enlarging a small hole is highly effective at saving resources and energy as a result of high yields. In addition, high-precision tooth formation can be achieved with combination of hot forging and cold forging technologies for parts with teeth shapes such as splines. Simplifying or eliminating machining processes makes it possible to reduce cutting costs.
Rolling mill forming
Toothed parts
Production volume No. 1 in Japan
With the trust of many customers, our forging plant produces approximately 300,000 tons of forged products each year (approximately 130 million units of 1,400 different products).
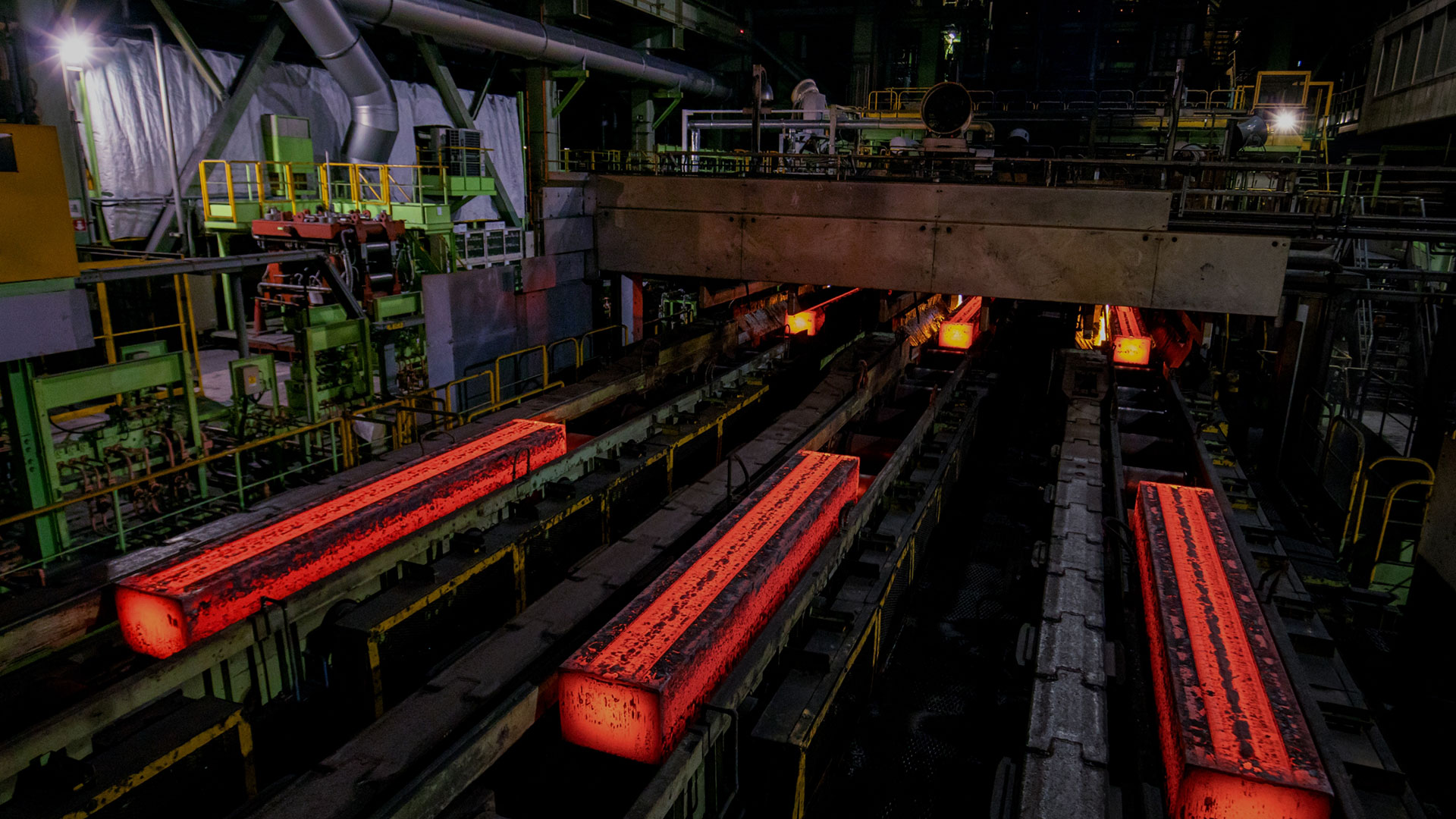
In this process, small holes are drilled into forged products. The holes are then enlarged in the rolling mill process. The temperature during hot forging is approximately 1,200°C.
Key point
We can tell the metal temperature by its color. At temperatures close to 1,200°C, the metal is a bright yellow color.
The maximum forming load of the forging machines used is about 2,000 tons. This is equal to the weight of 2,000 one-ton minicars.
2. Hot Rolling Mill
The inside and outside of the small hole made by the forge press are pinched between rolls. The center hole is enlarged as the parts rotate. Currently, about 13 million parts are produced annually on seven lines.
Key point
During forging, excess material is trimmed as burrs. The inner diameter of a ring gear is about 130 mm average, and the portion corresponding to the hole is equivalent to about 1,050 g when converted to burr weight. With our hot rolling mill formation process, a small hole with an inner diameter of 40 mm that was formed in advance during the hot forging process is enlarged. As a result, the weight of the burr formed is 150 g. By using our own process to reduce the burr weight by 900 g, we can save about 12,000 tons in materials and considerable energy each year.
3. Heat Treatment
The heat treatment is a process to stabilize the internal quality, increase strength, and improve machinability. By integrating the forging machines with the heat treatment furnace, heat treatment can be performed without reheating.
Key point
When parts are reheated for heat treatment, the energy necessary to boil four liters of water is used for each part. Our seven integrated heat treatment furnace lines save energy equal to the amount necessary to boil the water that would fill about 100 25-meter swimming pools each year.
4. Machining
During machining, cutting tools are used to cut or grind metal and other materials in order to achieve the desired shape. We perform machining that in the past was handled by customers, providing high added value products that are close to the final products.
Key point
This process is essential for locations that require high accuracy. The dimensional accuracy of a bolt hole of these products is plus or minus tens of micrometers* (µm). * 1 µm equals 0.001 mm.
 Forged Products
Forged Products Automobles
Automobles Trucks
Trucks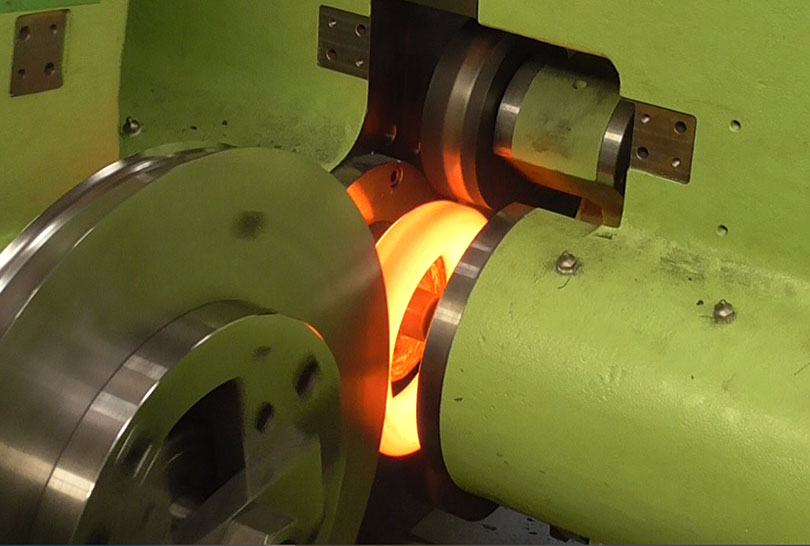 Rolling mill forming
Rolling mill forming Toothed parts
Toothed parts Examples of forged products
Examples of forged products Forging Plant No. 4
Forging Plant No. 4